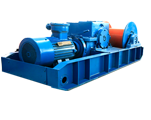
The rail cutting machine is a self-developed generation of rail cutting machine based on the original rail cutting machine, according to the actual requirements of the site construction unit, greatly reducing the weight and increasing the cutting speed; it is ideal for railway engineering, bridges, line overhaul and other departments.

1. First install the chip grinding wheel. Before loading the chip, check whether the chip grinding wheel has cracks, whether it is deformed by moisture, whether the two sides are straight, and the surface is not flat, which may cause the incision and clamping. Too large so as not to crush the flake grinding wheel.
2. Install the rail cutting machine on the rail, and then make the inner surface (convex surface) of the fixture close to the top surface of the rail and the lower part of the rail palate, tighten the fixing bolts, and the rail cutting machine is in working condition.
3. One hand pulls the joystick to make the rail cutting machine above the rail, while the other hand supports the other joystick to prevent the thin grinding wheel from hitting the rail.
4. After installing the rail cutting machine, pull the start handle to start the internal combustion engine. After the internal combustion engine is started, run at idle speed for no less than 30 seconds. Check whether all parts of the machine are normal. If there is any abnormality, stop and eliminate it. Increase the throttle, and observe whether the thin sheet grinding wheel is running smoothly, whether it is swaying or jumping, and whether the parts are normal. If an abnormality is found, stop the machine to replace the grinding wheel or troubleshoot. Adjust the throttle and throttle before cutting to meet the cutting needs.

5. When cutting, the feed of the sheet grinding wheel mainly depends on the weight of the rail cutting machine and the swing of the joystick. Therefore, when holding the joystick with both hands, do not apply downward pressure, but swing the joystick rhythmically as needed.
6. During the cutting process, hold the joystick to swing back and forth without stopping. When the chipping phenomenon occurs, you should slowly lift the flake grinding wheel, and then continue cutting. If the chipping phenomenon still occurs, you should stop the machine to check the cause or replace the flake grinding wheel. When re-cutting, the flake grinding wheel must be completely consistent with the original cut, otherwise, the cutting position should be changed.
7. During the cutting process, if the incision is inclined, the rail cutting machine should be shut down to check the cause, troubleshoot or replace the sheet grinding wheel, change the cutting position, and cut again.
8. Usually, the top of the rail J is cut first, then the waist, and then the bottom, until it is cut off
9. When the flake grinding wheel is worn to a certain extent (the diameter of the grinding wheel is less than 300mm), the rail may not be cut from one side of the rail. At this time, the grinding wheel needs to be placed on the other side to cut the rail until it is cut. When the diameter of the grinding wheel is less than 260mm after being worn, the grinding wheel will wear out at an accelerated rate due to the decrease of the linear speed of the grinding wheel. At this time, even if the rail is cut, it may not be completely cut. It is recommended to replace the thin-section grinding wheel to avoid the rail is not cut, and then replace the grinding wheel to cause a new grinding wheel. It does not coincide with the original incision.